筒体封头法兰环缝自动焊接专机
一、简述
该专机用于对筒体与封头之间的环缝焊接以及筒体法兰环缝焊接,采用工件水平放置,焊枪固定,工件转动,焊接环焊缝的方式。采用单枪氩弧焊加自动填丝焊接方式。背气保护由客户自制,供方在变位机机头主轴配置有通气快速接头。
1.工件尺寸:
直径范围:Φ89-550mm
总长度范围:400-2600mm
筒体或钢管板厚:δ3-4mm
材质:不锈钢
2. 焊接工艺要求
工件施焊端面采用机床加工,拼缝要求规则均匀;客户需保证焊接位置的足够尺寸,以避免因为空间位置干涉导致无法满足焊接要求。
3. 对工件先期要求:
务必保证工件焊口平齐,去除加工毛刺,对接错边及间隙应小于等于板厚的10%且小于等于0.5 mm,焊前预先点焊安装,清理焊接区内的污物。
4. 要求设备各组成部分相互之间的位置、控制按钮的位置、控制箱的位置,放置合理,具有人性化设计使得操作简单、方便。
二、设备说明
本设备是中、薄板结构环缝焊接的主要工艺装备,采用氩弧焊方法。焊枪置于小车上,实施焊接的焊枪抬起或放下,并可通过电动十字滑架调整焊枪位置。控制系统包括:焊接速度控制、送丝控制、弧长控制、摆动控制、保护气控制等。
三、主要配套设备
1.YE-400TX3(唐山松下)氩弧焊机 1套
2.AUC-10B焊接控制系统 1套
3.冷却水箱 1台
4.WP-18B直柄TIG焊枪 1把
5.ZHF-500型加长环缝自动焊机 1套
6.滚轮架及防窜机构 1台
7.AUS-01型电动控制滑架 1套
8.WF-1型外置式自动送丝机 1台
9.送丝支架 1件
10.气动抬枪装置 1套
11.水、气电缆连接总成 1套
ZHF-500型环缝自动焊机
ZHF-500型环缝焊接专机是压力容器、管道和金属结构件自动焊接的主要工艺装备,配备优质电源、控制器和相应的功能组件后构成自动焊接系统,可用于各种压力容器筒体、中小直径管道外部环缝的焊接等。可采用TIG、MIG/MAG、PLASMA等焊接方法。
该机由底座、变位机、焊枪三维手动操作机(客户自备)、辅助托架、滚轮架及防窜动机构、弧长跟踪器、焊枪手动微调机构,电气控制系统等组成。
设备示意图: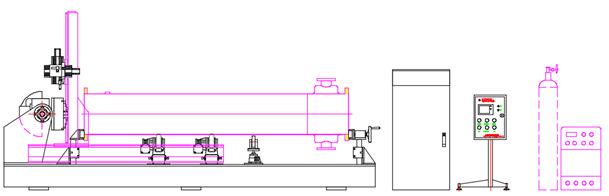
1、焊枪三维手动操作机(由客户自备):焊枪操作机可实现焊枪在X,Y,Z方向上的手动升降运动。
2、可翻转变位机:含电动回转机构、回转卡盘、翻转机构。通过电动翻转机构可实现回转盘的0º-90º翻转。回转卡盘配置自定心三爪卡盘,可适应夹持范围为89-500mm。通过松下交流伺服电机经减速机减速后,调节回转盘转速,可实现工件的焊接速度调节要求。
3、滚轮架及防窜动机构:采用两套主动轮驱动机构,采用松下交流伺服电机驱动,采用滚轮驱动工件旋转。在左右两侧采用可调节高度的滚轮,以适应不同直径,阻挡工件轴向窜动。左侧为固定机构,右侧可轴向手动调整顶紧工件。
4、电气控制系统:采用PLC控制,触摸屏显示和设置参数。控制滚轮架的动作,控制变位机回转卡盘的转动速度、旋转角度预置等,以及控制焊机或填丝机的启动或停止。该机有手动和自动控制功能,在自动状态下,按启动按钮,工件自动焊接完成。在手动状态下,可单独调整焊枪动作和回转动作。可实现控制系统集成,即将常用参数设置和控制均集成在触摸屏和操作面板上执行,其中触摸屏上可设置焊接电流、送丝速度,工件旋转速度以及跟踪和摆动参数。
5、弧长控制器:
HC-3弧长跟踪控制器是一种氩弧焊或等离子焊接辅助设备,可实现动态补偿焊接电弧的长度,以达到改善焊缝成型、提高焊接质量和提高生产率。该产品主要适用于各种氩弧焊或等离子焊专机,通过对焊枪的电动升降控制,达到对电弧长度的动态跟踪和动态补偿。通过控制器设定动态跟踪弧压、跟踪时间、灵敏度等。
主要规格及技术参数
|
跟踪速度范围 |
30-300mm/分 |
|
跟踪灵敏度 |
0.2―1.5V |
|
弧长补偿范围 |
0―±50mmm |
|
电源电压 |
220V |
|
保险丝容量 |
3A |
|
跟踪器尺寸(长×宽×高) |
426×131×85 |
|
控制器尺寸(长×宽×高) |
260×310×15 |
|
质量 (跟踪器) |
5KG或7KG |
|
质量 (控制器) |
15KG |
|
电源容量 |
150 VA |
| 






