自动焊接专机(Automatic welding Special equipment)是为特定的工件和一定形状的焊接接头而专门设计的焊接自动化设备。可以通过电气控制,气动控制和液压控制技术,实现对电动机、气动执行元件、液压执行元件的旋转或移动,实现工件焊缝与焊枪的相对运动,从而自动完成焊接接头的焊接工作。
自动焊接专机的分类
1、开环控制型自动焊接专机
该类焊接专机的控制系统一般采用开环控制,即采用控制系统预先设置参数,由执行元件按控制程序顺序执行。这类设备结构简单,技术要求和成本相对较低,所以得到了大量的使用。 由于在焊接过程中,焊接参数的波动不能进行闭环的反馈控制,焊接机头或焊接工件的运动只能按照预先的规定路径或轨迹进行,不能够随着工件焊缝的变化而变化,因此,在使用过程中,应保证工件的一致性和焊缝的配合精度,才能达到提高焊接效率和产品焊接质量的可靠性。如右图即是为大型电机的机座焊接设计的电机座自动焊接专机,可以预先设置焊接长度,电机座总共四个面,可以在焊接完成一面的两条直线焊缝的焊接后,自动旋转90度,然后依次焊接第二个面的直缝,依此类推,按程序焊接其余面的直线焊缝。类似这类设备,需要预先设置焊枪直线运动的长度,焊接速度。焊接完一面后,还要设置每次转动的角度和速度,由于开环控制,因此需要工件的每一面的角度都非常精确,否则就无法自动完成全部焊接工作。
2、自适应控制自动化焊接专机
该类专机是一种自动化程度较高的焊接设备。它配备传感器和电子检测线路,对焊缝的轨迹自动导向和跟踪,有的设备还可以对焊接参数如焊接电流、焊接电压、焊接速度等实现闭环控制,整个焊接过程按预先设置的程序和工艺参数自动完成。比如,大一点的筒体或管类零件,如右图所示, 要保证工件的一致性和达到很高的配合精度是非常困难的,需要花费更大的成本。该焊接专机采用了弧长跟踪器和焊枪摆动器。由于工件表面的凹凸不平,需要焊枪随着工件表面的高低不平,需要进行上下运动,以保持焊枪与工件表面的距离一致,从而保证电弧的稳定性。同时可以自动实现多层焊接。若焊接两层,当焊接完一周后,跟踪器检测到表面高度增加,则可以自动将焊枪提高。
3、智能化自动焊接设备
它利用各类高级传感元件,如视觉传感器、触角传感器、光敏传感器等,并借助计算机软件系统、数据库、专家系统而具有识别、判断、实时检测、运算、自动编程、焊接参数调用等,操作人员只需在人机界面上输入材料的牌号、板厚、坡口形式、焊丝牌号和直径、焊剂或保护气体种类等,焊接工艺参数自动生成或调用相应参数。即可完成全自动焊接。由于这类设备成本非常高,实际影响焊接质量的因素很多,比如气体的纯度,流量,焊接电流,电压,电源输入的波动,工件的水汽或锈蚀、焊缝的宽窄,焊缝的高低等等,所以很难真正完成智能化焊接,在实际生产中很少用到。
自动焊接专机的构成和说明
自动焊接专机是用于自动化生产的,要求人工或者机械手上下工件,焊接工装夹具自动将工件固定,定位,自动启动焊接电源的电弧,自动送丝和焊枪或工件的自动移动,焊接完成后自动退回,人工或机械手取下工件,其组成主要由焊接系统、机械系统、电气控制系统构成。
1、焊接系统
焊接系统包括焊接电源及焊枪,主要有氩弧焊机、CO2焊机、MIG/MAG焊机、等离子焊机、埋弧焊机等等。当然,也有电阻焊,火焰焊、激光焊、电子束焊等焊接形式,由于篇幅有限,我们在此只叙述前面最常用的几种焊接电源。
前述几种焊接电源,氩弧焊机和等离子焊机可以采用焊缝金属自身融合,将两个工件焊接在一起,也可加上自动填丝机,完成较厚工件的焊接。CO2/MIG/MAG焊机及埋弧焊机都有自身的送丝系统,通过焊枪中心端部将焊丝送出。焊接参数由焊机上的控制旋钮调节。
2、机械系统
机械系统主要由床身机构、工装夹具及工件辅助支撑机构、焊枪微调机构、焊接工件或者焊枪移动机构等。最常用、最典型的是直线焊接专机和环缝焊接专机,分别如图所示
由于各类焊接工件的形状,尺寸,焊缝位置等等的不同,每个设计人员的设计思路不同,所以焊接专机的样式也千奇百怪,以右图设备,我们详细讲解构成思路。
2.1 床身机构:床身主要对设备起支撑作用,可以用铸造件或者焊接件构成。由于铸造件生产周期长,成本高,所以现在基本上采用型材和钢板焊接后,经退火、精加工而成,可以快速制造和成本低,得到大量使用。
2.2 工装夹具及辅助支撑机构:如图示,可以根据工件的加工面或定位孔,固定工件的相对位置,可以采用手动、气动、电动、液压控制夹具运动,实现装夹和定位工件。
2.3 焊枪微调机构:要焊枪对准焊缝,需要对焊枪的X\Y\Z向进行三维调节,是焊枪的指向对准焊缝,同时根据焊接工艺要求,还需实现各方向的旋转功能。
2.4 焊接工件或焊枪的移动机构:要完成直线、圆周或曲线焊缝的焊接,需要焊枪与工件的焊缝的轨迹的相对运动才能完成焊接要求。可以选择焊枪移动,也可选择工件运动。这个需要根据工件的形状和尺寸来决定设计思路。其设计原则是机构最简单、控制最简单、工人装卸工件最方便为主。如图,环缝焊机是工件运动,焊枪不动。直缝焊机是工件不动,焊枪直线运动。
3、电气系统
电气控制系统主要控制夹具的装夹和定位,焊机的启动和停止,焊枪或工件的运动,输送装置的进出等等。如右图所示,含自动/手动转换,收弧有无控制,焊接速度的调整和显示,焊接电源的开关及急停开关等。
电气控制系统一般由继电器、PLC可编程控制器、单片机、数控系统、计算机控制。在焊接生产现场,由于焊接飞溅多,水电气线路复杂,电磁干扰大,所以最常使用的继电器、PLC、数控系统。而PLC由于兼顾了继电器的功能,又可以实现编程控制。随着技术的发展和新产品的出现,现在的PLC还能实现更加复杂的功能,如部分数控功能,如圆弧插补等。所以PLC控制技术在自动焊接专机里得到了最广泛的应用。

点图进入相册 电机座自动焊接专机
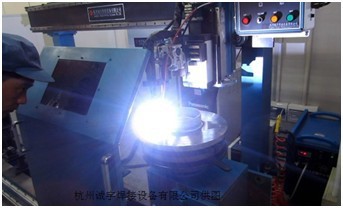
点图进入相册 弧长跟踪器和焊枪摆动器,自动环缝氩弧焊加自动填丝

点图进入相册 三元催化器环缝焊接专机 | 



